




















Net zero tissue manufacture is possible, and already being realised by a few mills, at least some of the time. AFRY Management Consulting’s Kate Gush, Manager, and Julianna Torvelainen, Analyst, examine the technologies and conditions which are advancing the green, and economic, case.
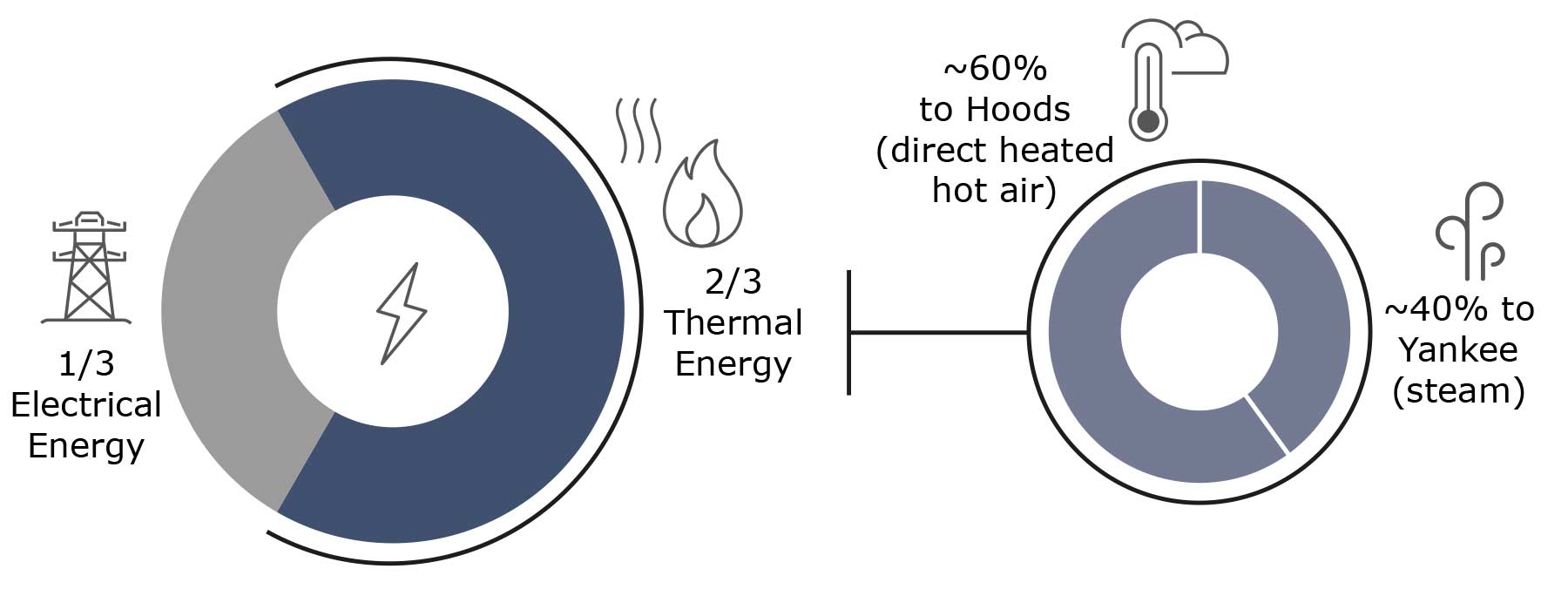
Papermaking is an energy intensive industry, accounting for 6% of global industrial energy consumption and 2% of global CO2 emissions [source: Renewable and Sustainable Energy Review, 2022]. The energy used is split between heat and power.
Power: As a rule, the lower the grammage of paper produced, the more water is required in the process. The lightweight nature of tissue means there is a lot more water to move, and remove, per tonne of paper produced compared with other standard grades. This, and the lower levels of integration to pulp compared to other standard grades, means that tissue manufacture (on a standard Dry Crepe Tissue [DCT] paper machine) typically requires around 1.5 times the electrical energy to produce one tonne of paper than grades such as newsprint or containerboard.
Heat: Most standard paper grades consume almost all their thermal energy in the form of steam heating the drying cylinders. Tissue, however, uses a significant portion of its thermal energy in direct heating of air to the hoods (~60% of thermal energy in the hoods Vs ~40% for the Yankee steam) – as illustrated in Figure 1 opposite. For the hoods, the fuel source must be clean burning, so as not to contaminate the sheet, and must be capable of combusting at a very high temperature – typically 400oC and above. This means that directly burning standard Biomass, for example, is not an option for this portion of the heat energy.
The combination of these factors means that tissue machines typically consume around 1.5 to 2 times the total energy per tonne of paper produced, compared with grades such as graphics, newsprint and containerboard.
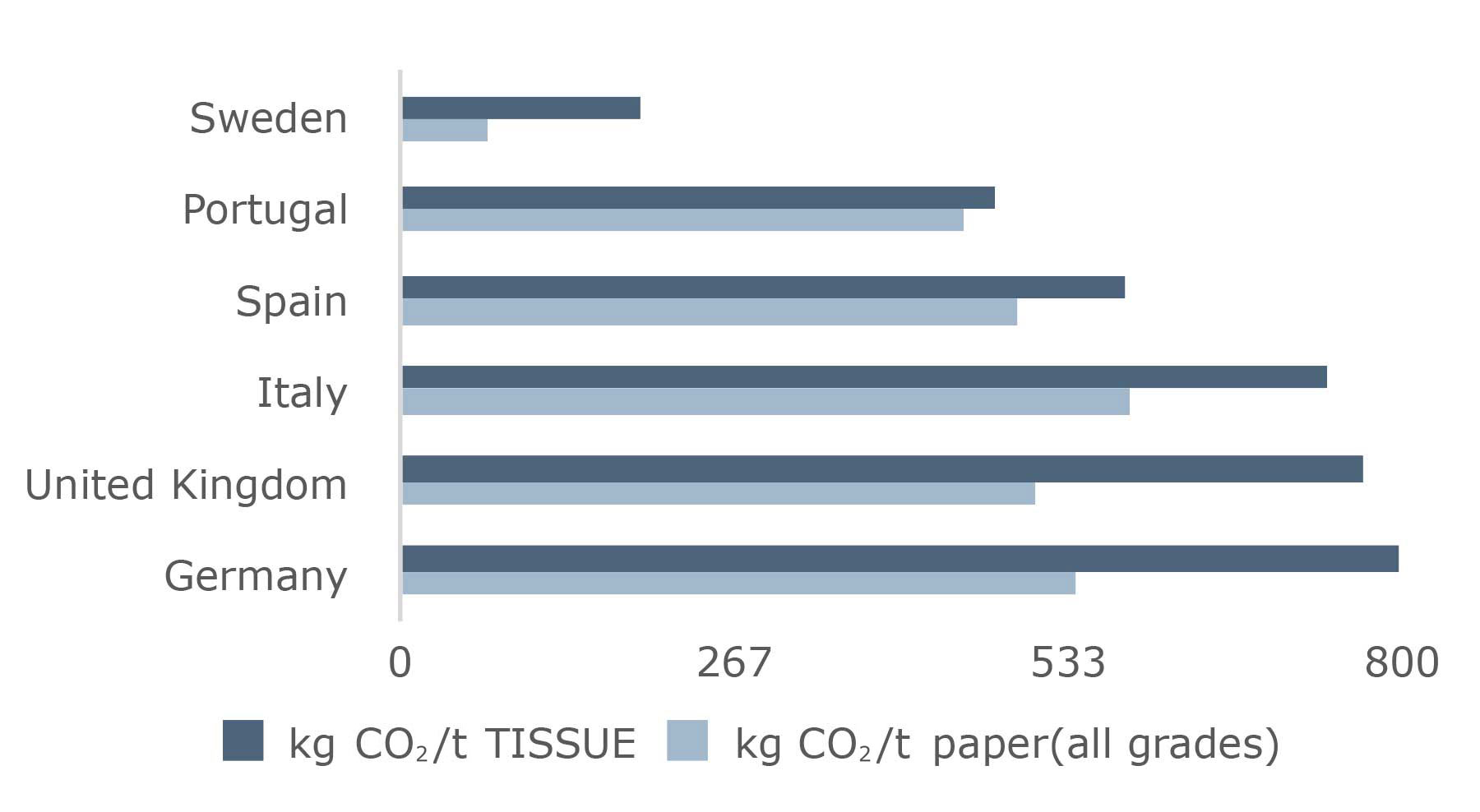
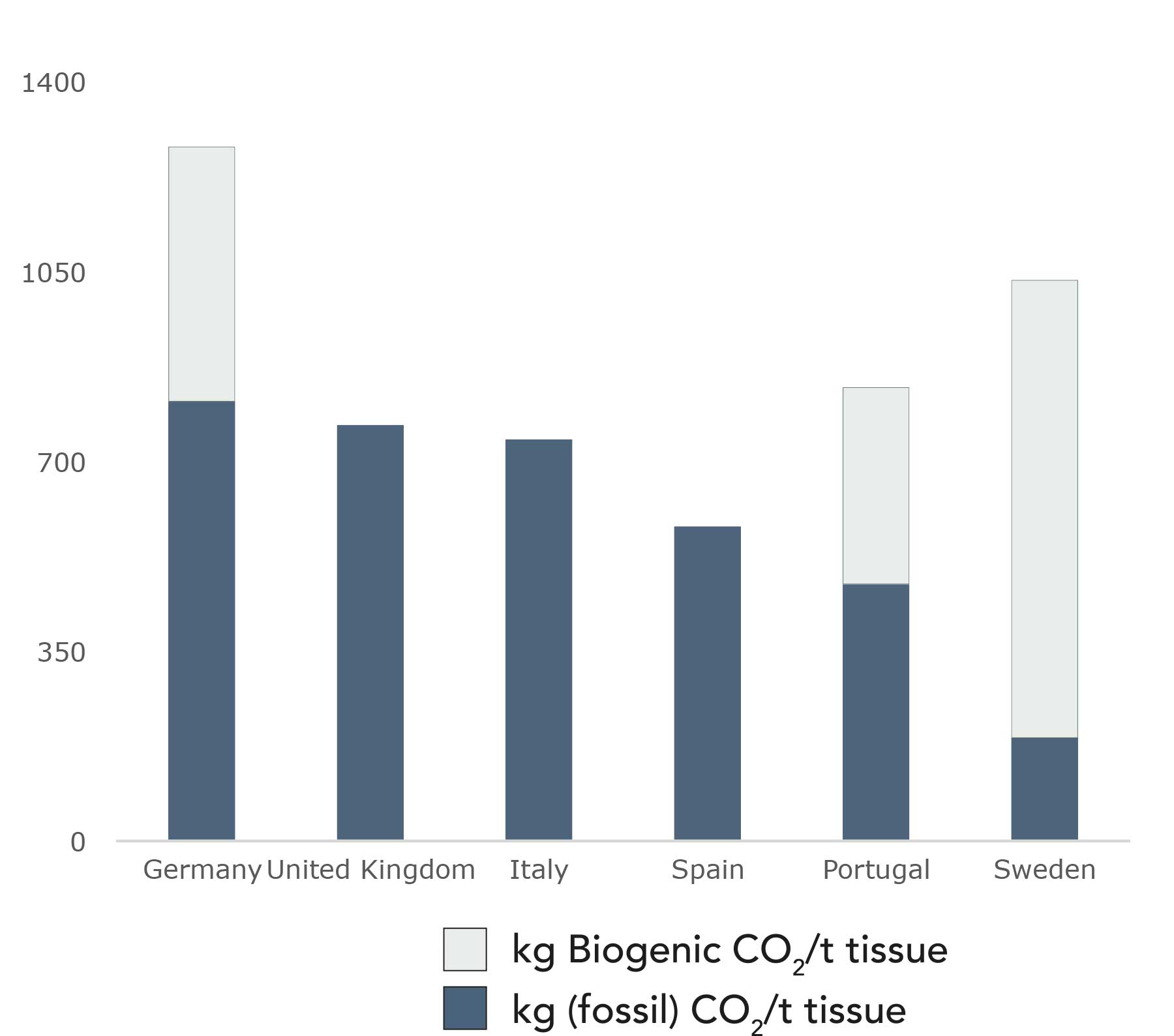
Taking a global average, fossil CO2 emissions are around 30% higher per tonne of tissue produced, compared with an average from all paper grades. The amount of fossil-based CO2 emissions is influenced by factors falling into three main categories – paper machine & process technology; fuel for heat generation and electrical power generation. This means that fossil CO2 emissions can vary greatly site to site, and that in each case the most efficient route to decarbonisation will be unique.
Tissue machine and site technology
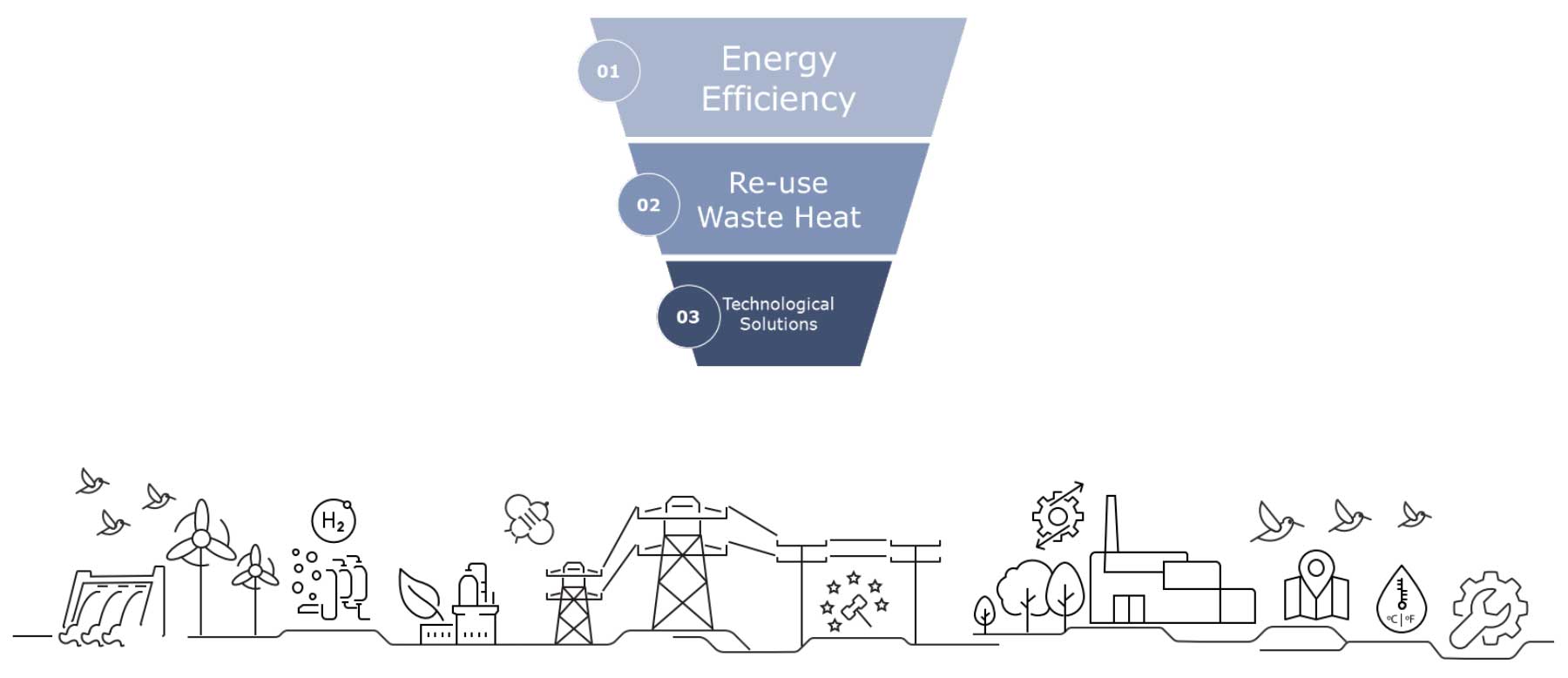
Reduce: The term “decarbonisation” has become ubiquitous in recent years. However, many of the concepts supporting this journey to net zero have always made good business sense.
As a starting point, the focus on energy efficiency should be an essential part of every-day mill activity. This means continuous maintenance and improvements in, for example: Process control; correctly sized equipment; well-maintained insulation; avoiding over-drying the web at the reel; appropriate lubrication; and simplifying processes, to name a few.
Re-use/recycle: Large quantities of “waste” heat energy are a side effect of tissue production. Some of this can be re-used – either on-site where lower temperature heating is required (such as pulp dilution, or tissue machine wet end shower water), or off-site feeding into in district community heating for example.
Considering pinch-points on site – in case of further excess heat energy, this heat can be brought to a higher temperature level using thermo-compressors and heat pumps if needed and economically justified.
Technology solutions: Tissue manufacturing technology is advancing constantly, with some big leaps in energy optimisation in the past few years. For example: Novel fabric and machine configurations to optimise drainage at the wire; shoe presses to dewater efficiently whilst preserving bulk; stainless steel Yankee driers for reduced drive energy and increased heat transfer; and blower type vacuum pumps to reduce our energy use and improve vacuum control to increase our dryness entering the Yankee.
In a handful of mills, even more radical approaches are investigated. Electrification using e-boilers is tried and tested, and now e-hoods have been installed in a handful of mills. There’s even the possibility of induction-heated Yankee cylinders in the near future. Decarbonisation can be driven further still, by concepts such as carbon capture to get rid of hard-to-abate fossil CO2 emissions, alternative fuel use such as green hydrogen, and green energy storage batteries on site.
Fuel source for heat generation
Paper mills integrated to pulp mills have the possibility to benefit from waste heat and biomass from the pulping process. However, with some notable exceptions, tissue mills are not usually integrated to pulp mills – which means they must provide their own heat energy to supply the two main users on site – most usually this will be in the form of steam for the Yankee drier, and hot air for the hoods.
Traditionally, this has been accomplished using natural gas (or other fossil fuels in some cases) – in gas boilers for steam production, and gas burners to heat hood air directly. Here, there are several pathways to decarbonisation.
Alternative Fuels: With steam generation, there are many options. It may be possible to exchange fossil fuel for a biogenic fuel, such as biomass or biogas. A future option may be the use of green hydrogen. The viability of these options will be very dependent upon the location of the mill and local infrastructure and availability.
With hoods, the fuel must be clean burning, and of a high enough quality to provide clean, high temperature (>400oC) air. At present, this precludes the direct use of biomass for this duty. However, pilot trials have begun to investigate gasification of biomass, which would enable its use in the hoods as well as boilers.
Technological solutions: As well as considering alternative fuels for heat generation, electrification of tissue production can be realised. For steam production, equipment such as e-boilers can replace gas boilers and generate steam of a suitable temperature and pressure for the Yankee cylinder.
For the hot air to the hoods, electricity can also be considered. E-hoods are capable of heating air to a temperature suitable for normal production. We even see some tissue machine hoods that are steam heated – however, the lower temperatures reached (<200oC) impacts production capabilities significantly in these cases. Carbon capture and storage for hard-to-abate emissions could be a future option for tissue mills, but it should be noted that currently the regulatory and infrastructure prerequisites (transport and storage) and the conditions for a business case are not yet fulfilled.
Electrical power generation
As with heat generation, tissue mills do not generally benefit from integration to chemical pulp mills – which could provide at least some of the electrical energy required.
The scale of tissue mills, which tend to be smaller than other paper grades such as containerboard and newsprint mills, means tissue often relies on grid supply, or sometimes on-site Combined Heat and Power (CHP) plants, run on natural gas.
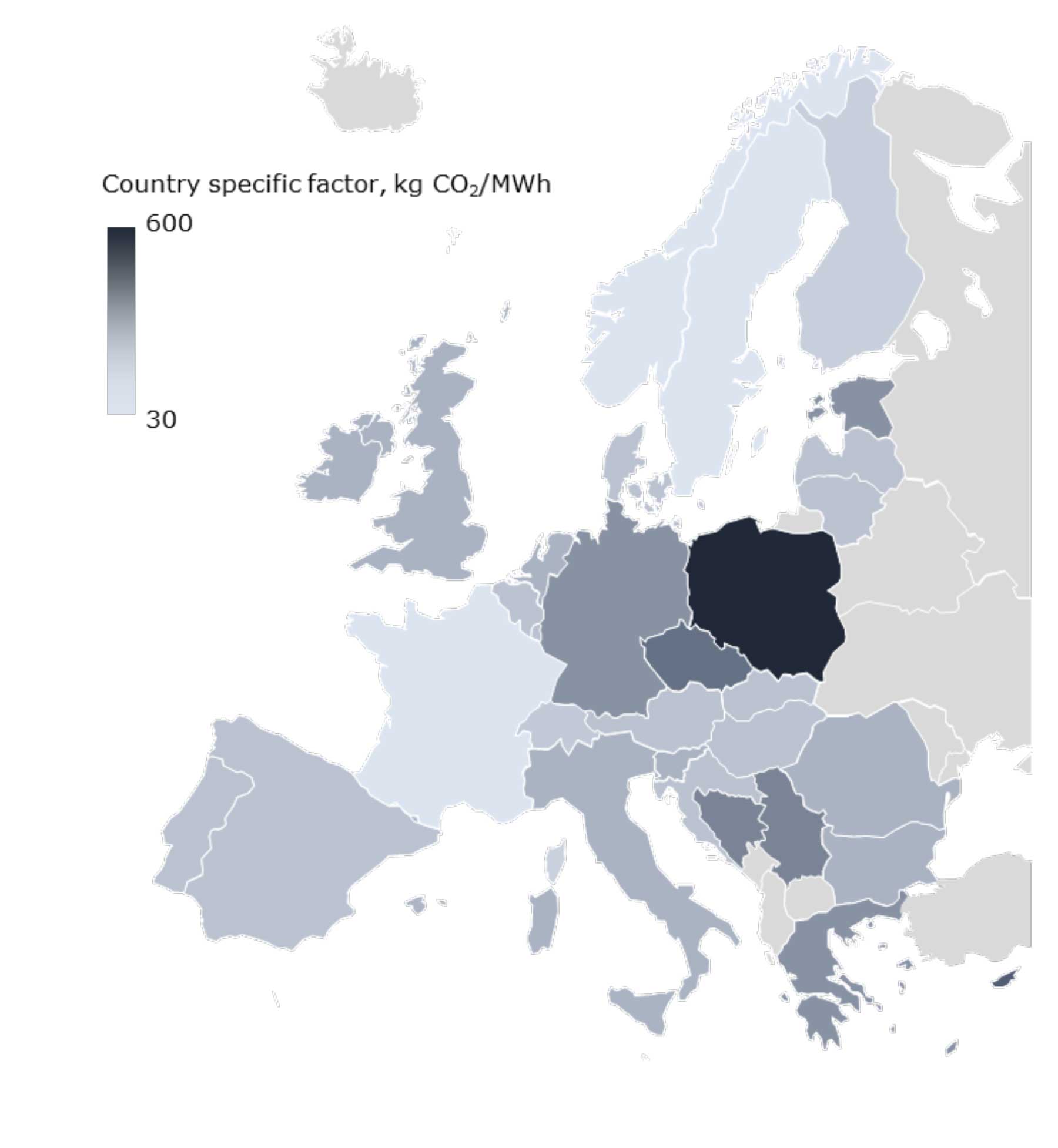
The Nordics and France are at the lowest end – with Sweden getting >90% of its electricity from renewable generation and nuclear power, and France relying heavily on nuclear power.
Poland operates many power stations using carbon intensive fossil fuels (coal), leading to a far higher fossil CO2 emission loading than other European countries.
Technology solution: Decarbonising this electrical generation can be done with net zero fuels (as with heat generation), renewable generation such as solar, wind and hydro, or carbon capture technologies – although most frameworks recommend reporting this as a removal in parallel to an emission, rather than a net zero claim.
The carbon intensity of the national grid supply across Europe, for example, varies greatly. However, for any electricity used on site which is fed from the grid network, emissions can be controlled (allowing for price per unit, and hourly variability) with Purchase Power Agreements (PPA’s) – ensuring 100% renewable energy supply through sourcing contracts where available.
Some locations will lend themselves to the use of renewable energy for on-site generation – however, in cases where this is a good option, there is another factor to consider. Many renewable electricity sources are variable – some more predictably than others. For example, we know that the sun will not shine at night, whilst it is less clear which days will be windier than others, far in advance. Whether predictable or not, the variability in supply is inherent with many renewables, and is not something we can match in our production processes.
Whether onsite, or purchased grid renewables, this variability in availability (and price) means other technologies should be considered alongside renewables. For now, this is mostly to come from fuel derived electrical generation, but moving forward, more can be covered via battery storage or demand side management for example.
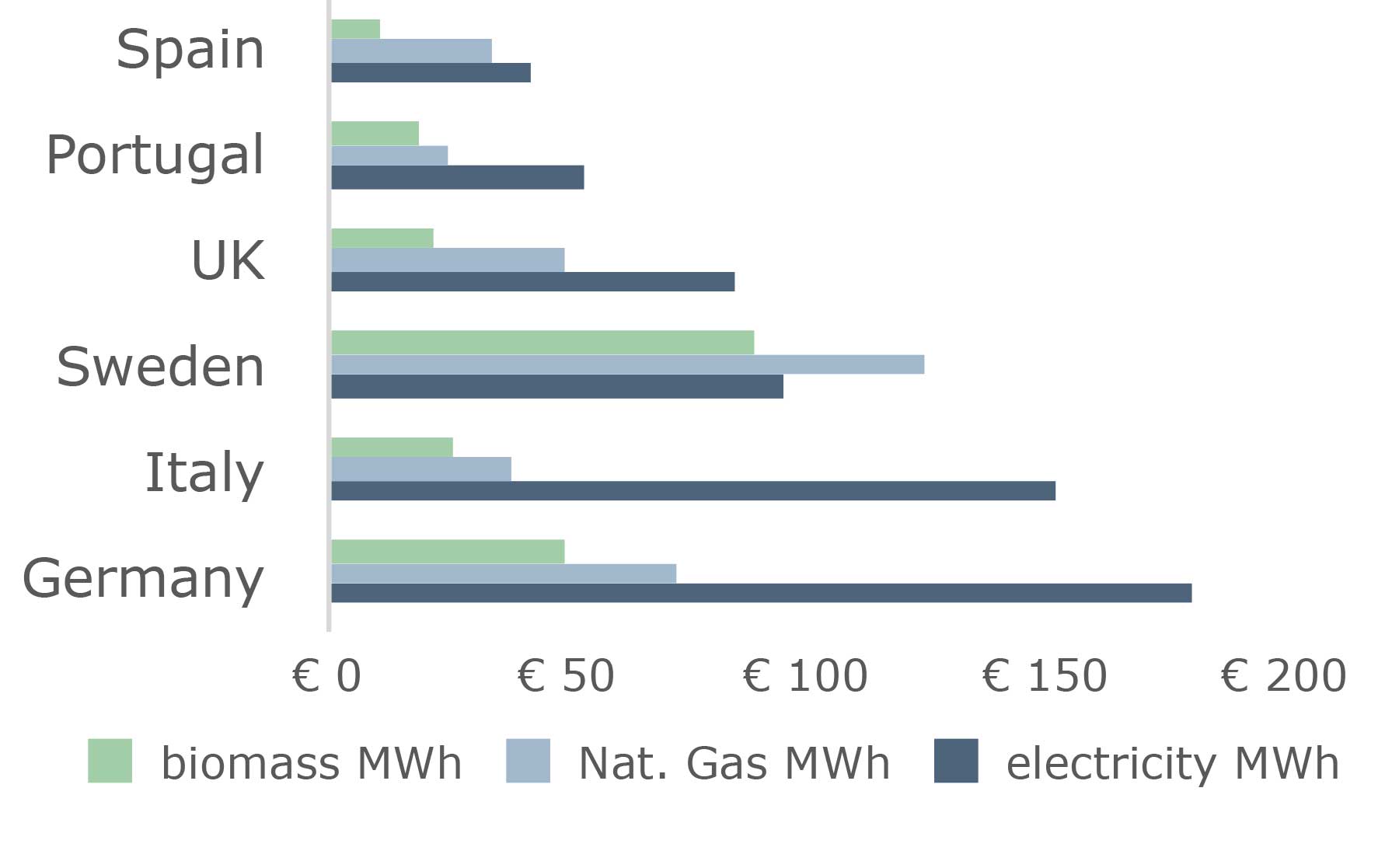
Grid electricity and other fuel prices vary a lot around Europe. Sourcing PPA’s across borders provides the possibility of acquisition of electricity at near-zero emissions.
What is not shown here, is the hourly variability in prices for electricity – most notably in countries with high solar and wind generation potential, which can hit negative pricing during high points in the summer in daytime.
How location impacts choice
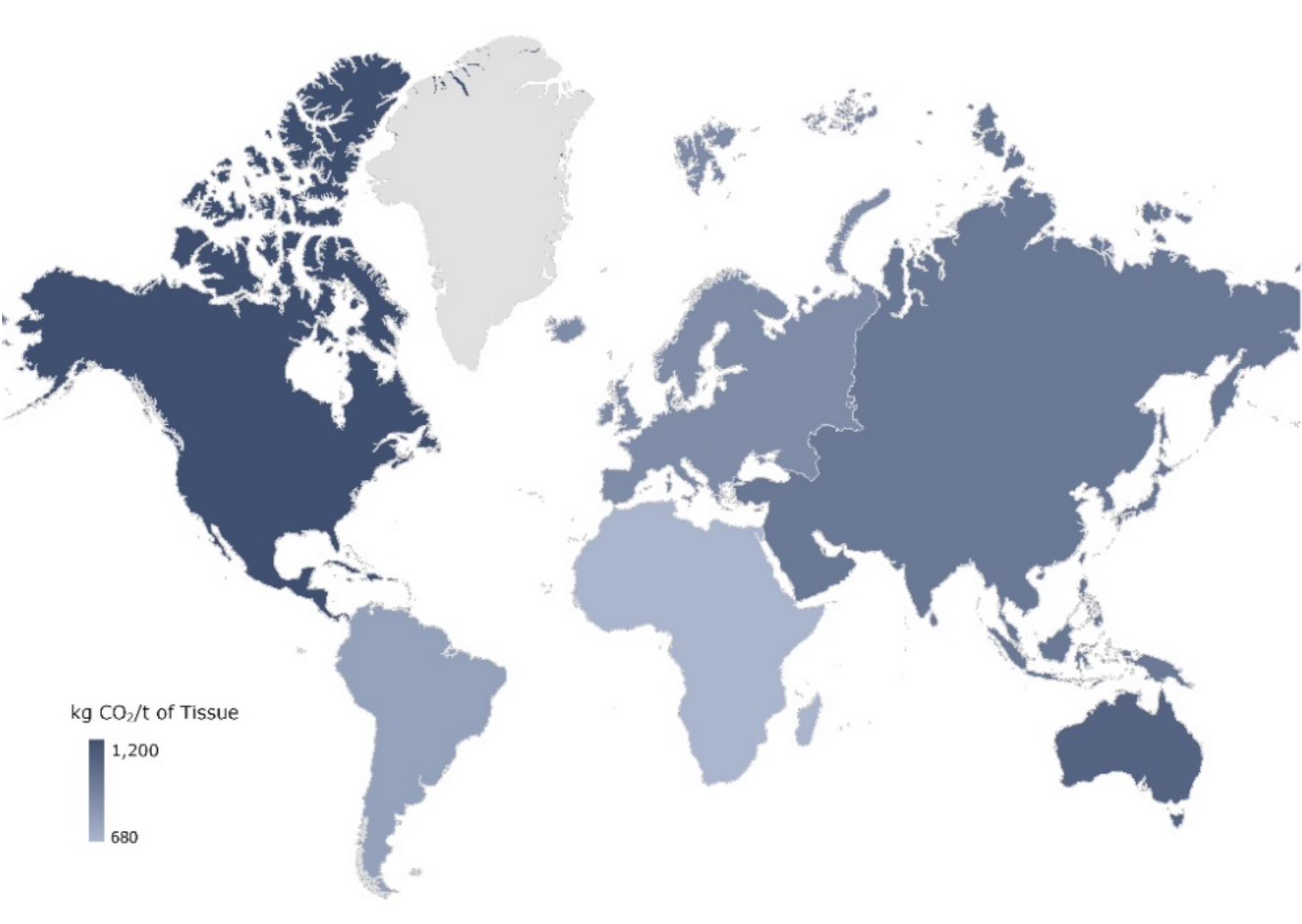
Geographic location will have a big influence on what is possible, and what are the most efficient pathways to a net zero future.
Globally, there exists high level variation that will have a big impact on the likely carbon intensity of a site. But even at a country, or regional, level there are big disparities from local climate, infrastructure, legislation, and public attitudes.
Integration and scale:
Any regions which favour suitable chemical pulp production are more likely to have integrated (and larger capacity) tissue mills – which can be beneficial in terms of energy generation requirements.
Carbon intensity of grid electric:
Locations which have historically had lower cost and more secure supply of fossil fuels are sometimes at a disadvantage in terms of infrastructure and local knowledge of renewables and biogenic fuel supply. This can impact the availability of net zero electricity through affordable contracts. Likewise, environmental attitudes towards wind farms and hydro-electric damns will have an influence on this too.
Alternative fuels – biogenic:
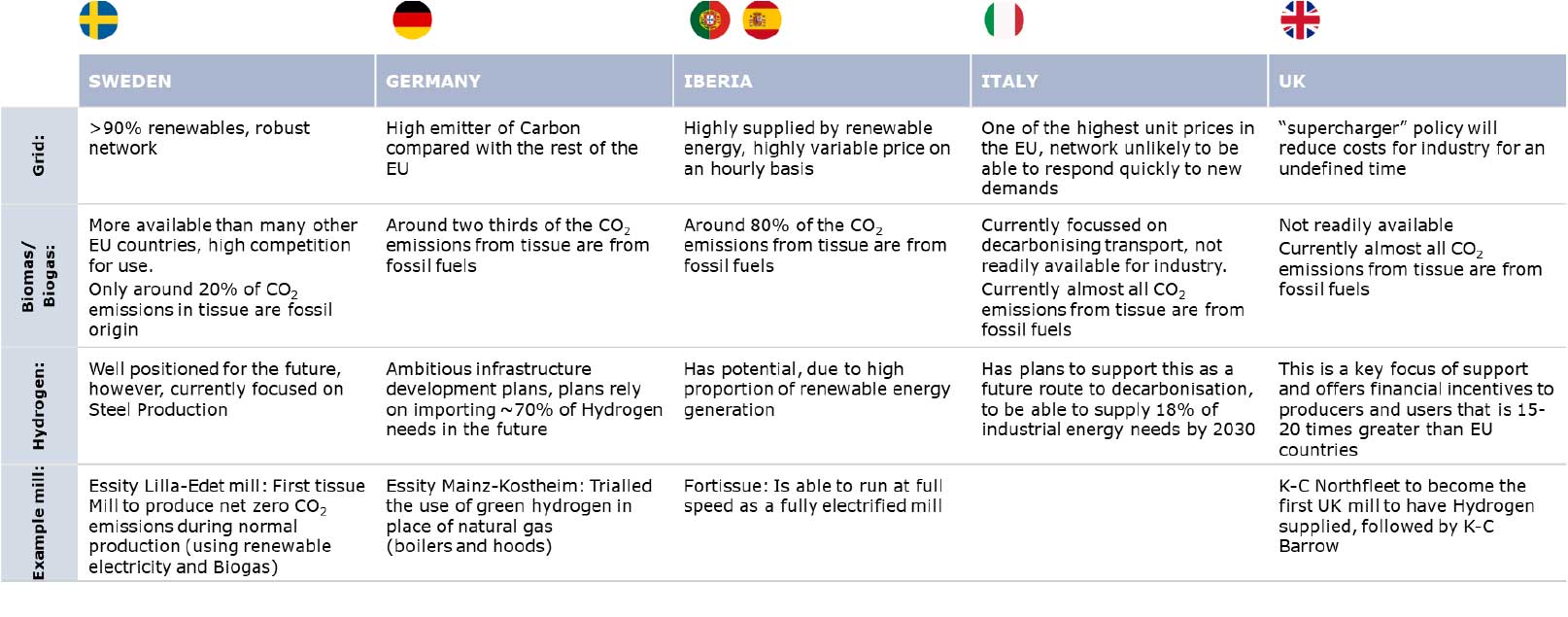
When considering alternative fuels – this cannot be thought of in isolation from the location. A reliable source of biogenic fuels, for example, is much easier to source in a region of high availability – but is also impacted by local government policy with regards the priorities for that fuel (e.g. in Italy, the transport sector is a priority for decarbonisation this way).
Alternative fuels – Hydrogen:
Green hydrogen availability will be very dependent upon local infrastructure – both in terms of its manufacture but also pipe networks and distribution systems. Countries that have supported the development of hydrogen infrastructure through increased tariffs and related policy (e.g. the UK) or are planning investments in infrastructure (e.g. Germany) throughout, are more likely to encourage this as a route to decarbonisation locally. This can be particularly relevant to tissue manufacture, given the high quality and clean burning required for hood heat.
Local climate and weather conditions:
Areas with more solar energy, or access to hydro, wind, tidal or geothermal energy lend themselves more to local renewable energy generation. But also, in areas with abundant renewable energy supply, the possibilities for manufacturing green hydrogen are also higher. With abundant renewable energy come two main considerations – the possibility to electrify the hoods and boilers (or the Yankee cylinder itself), and how to mitigate the inherent variability of electrical supply and cost.
Public opinion and tastes
The attitude and tastes of the public must be considered too. In North America, for example, the prevalence of TAD, which creates a specific sheet feel, contributes to an energy use per tonne that is notably above average.
In Nordic regions, typically consumers have turned away from recycled tissue products – whereas in Germany the acceptance of a less treated recycled fibre (even brown recycled cardboard fibres in some cases) is higher, making the recycled paper option less energy intensive and more sustainable.
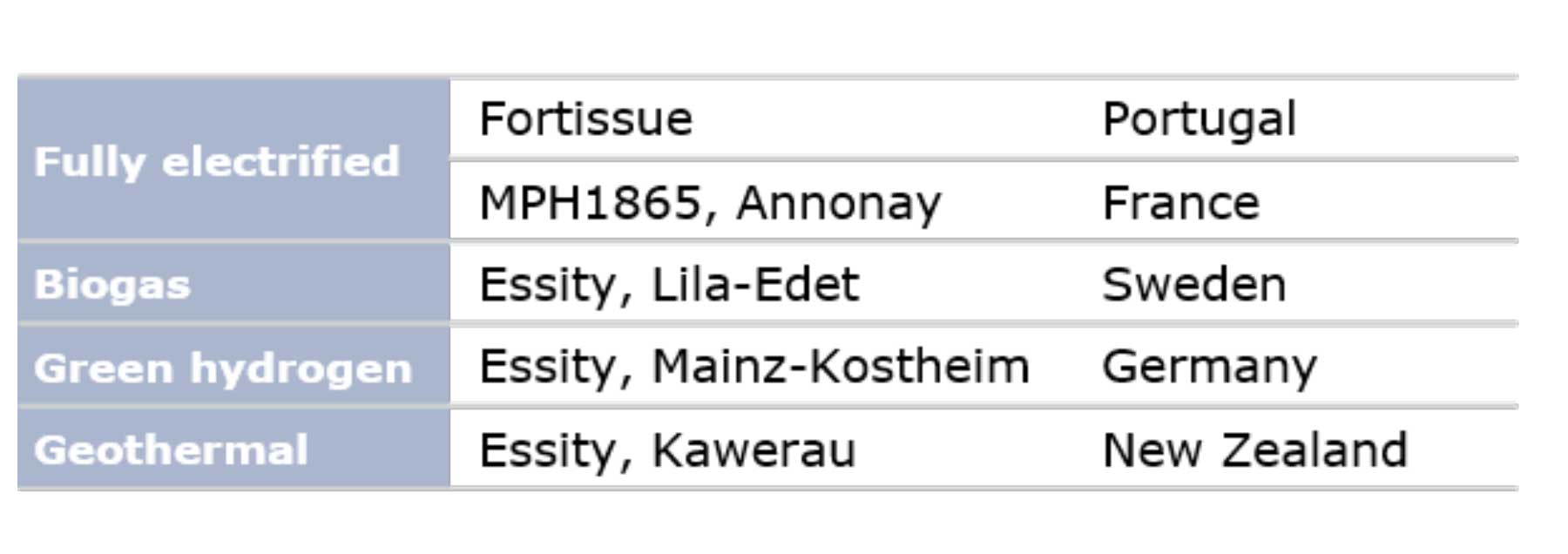
The table shows examples of tissue mills around the world who have fully decarbonised the thermal portion of their energy requirements for at least some of their normal production, or who have tried novel approaches (Essity Mainz-Kostheim have run this as a trial only).










